
Theory of Constraints (TOC) is not often clearly understood and it can be confused with Just-in-Time (JIT). Below is a simplified explanation with some examples about TOC that many should be able to relate to their operations.
TOC is an offshoot of lean manufacturing principles. Every organization has at least one constraint (bottleneck) that prevents the whole system from achieving higher performance. TOC can be used both at the macro or micro level and in other aspects of an organization, including at the overall company level, department, workstation, or a defined process.
All processes must follow these simple rules for maximum output:
- Total output cannot exceed the slowest step in the line process; this is called line balance by industrial engineers.
- Increasing other non-constraints can produce labor savings, but often that is a lost saving.
- Increasing the company’s constraint normally will increase its net profits and labor savings per unit.
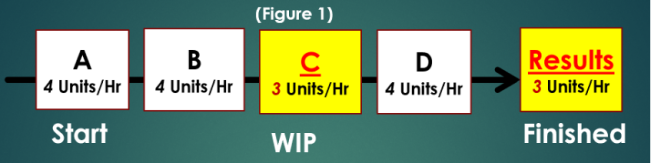
To explain what TOC is, it is best with an illustration such as Figure 1. Although any number of steps may be required, for this example, assume the process to produce each unit or project must go through four stages: A, B, C, and D. For a component plant, A might be the sales group, B the design group, C the manufacturing, and D the delivery group. It could also illustrate the department level of the manufacturing process of lumber picking, cutting, assembly, and bundling of components. In this example, stages A, B, and D can each produce four units per hour, but C can only produce three units per hour. The end result is that this system can only produce three units per hour because the slowest stage, C, is only producing three units per hour.
What would this mean in profits? Let’s assume each unit in this illustration is worth $400 with a $100 gross margin per unit. Stage C is producing $300 per hour of gross margin dollars. If the other stages (A, B, or D) were improved for efficiency, such as equipment upgrades, there might be a potential for labor savings. However, increasing the output of non-constrained stages is often a lost labor savings because the entire line cannot exceed the output of the constrained stage. If constrained stage C is increased to produce four units per hour, then the company would gain $100 more each hour of gross margin dollars. ($400, not $300 gross margin per hour.) The gain in more gross margin dollars per hour is always a significant increase to the company’s bottom line, and it is a reliable gain that dwarfs small incremental labor savings in other areas.
At this point, I must mention another often quoted tool in the lean manufacturing toolbox: Just-In-Time (JIT). Let me be very clear, Just-In-Time is not the same as TOC. JIT is the most wildly misapplied and misunderstood tool in the lean manufacturing toolbox.
Slowing down the entire line (process) to keep pace with the slowest workstation is costing hundreds of thousands, if not millions, of lost gross margin dollars for many companies. Very often, companies can use the wrong metrics to measure efficiencies that lead them astray. For truss companies, equating a higher BF/Man-Hour on truss tables can cost companies millions in lost revenues.
To resolve TOC, there are five focusing steps. Let me explain this by using an example of a truss design group that is being overwhelmed by the company’s needs.
First, state the organization’s goal. Defining the goal needs to be clear so that the end result accomplishes the company’s needs. For this example, the company wants to increase sales, which increases the volume of designs the design group must process.
- Identify the constraint – The roof and floor truss design group cannot keep up with the volume of sales being requested of them. The design department is not designing enough truss drawings to meet the projects’ quoting for potential new sales and manufacturing needs.
- Decide how to exploit the constraint – Is it unique and not doing things it should not be doing, or can the group process some or all of their tasks using other tools more efficiently? Let us assume the truss design group is doing all of the truss quoting along with the design needs for manufacturing. It is most common for the truss design department to create all the truss quotes using the design software.
- Subordinate all other processes to the above decision – Assist and coordinate other areas to assist the constraint, which means other people can take some of the responsibilities to help reduce the constraint’s workload. In the truss design department’s case, can the sales team members provide at least some or most of the truss quoting instead of the design team? What about the current practice of using the truss design software for all of the quoting? Is there something that would be more efficient?
- Elevate the constraint – If not a temporary problem, then make the decision permanent.
- Look for other constraints in the system that impede the overall goal – Always look at the larger picture and identify additional constraints that hold up the rest of the organization. After resolving the design groups’ limitations, now the constraint may be production and your focus needs to shift to cutting or assembly.
The example of salespeople and alternative programs besides the truss design program for quoting is one small TOC application. When done correctly, TOC and all the other lean principles can be straightforward to apply all areas of a company, improving all aspects of the company’s operations.
